
1 Pangandam sa dili pa magtigom
1.1Siguruha nga ang koneksyon sa flange nga gipili ingon ISO 6162-2 nakab-ot ang mga kinahanglanon sa aplikasyon (pananglitan gi-rate nga presyur, temperatura ug uban pa).
1.2Siguroha nga ang flange component (flange connector, clamp, screw, O-ring) ug mga port nahiuyon sa ISO 6162-2
1.3Siguroha ang husto nga mga screw, metric para sa type 1 ug pulgada para sa type 2.
1.4Siguruha nga dili isagol ang mga sangkap sa mga bahin sa ISO 6162-1.Sa unsa nga paagi sa pag-ila sa lain-laing mga tan-awa"Unsaon pag-ila sa ISO 6162-1 ug ISO 6162-2 flange nga koneksyon ug mga sangkap"sumpay.
1.5Siguroha nga ang tanang sealing ug surface interface (lakip ang port ug flange component) walay burr, nicks, scratches ug bisan unsang langyaw nga materyal.
2 Giunsa ang pag-assemble sa husto
2.1Aron mamenosan ang O-ring scrub-out, lubricate ang O-ring og light coat sa hydraulic fluid nga gigamit sa system o usa ka compatible nga lana, kung gikinahanglan.Pag-amping pag-ayo, tungod kay ang sobra nga lubricant mahimong motuhop gikan sa hiniusa ug mosangpot sa usa ka sayup nga timailhan sa pagtulo.
Nota:Ang mga gidak-on sa O-ring makita ang lamesa 1 o lamesa 2, ug parehas kini nga gidak-on alang sa metric o pulgada nga tornilyo, parehas kini nga gidak-on alang sa ISO 6162-1 ug ISO 6162-2 nga mga koneksyon sa flange, wala’y nagkasagol nga isyu.
2.2Ibutang ang flanged head ug ang flange clamps.
2.3Ibutang ang gahi nga mga washer sa mga screw, ug ibutang ang mga screw sa mga lungag sa mga clamp.
2.4Kamot higpitan ang mga tornilyo sa han-ay nga gipakita sa Figure 1 aron masiguro ang uniporme nga kontak sa tanan nga upat ka mga lokasyon sa tornilyo aron mapugngan ang tipping sa flange, nga mahimong mosangpot sa pagkaguba sa flange sa panahon sa paggamit sa katapusan nga torque.
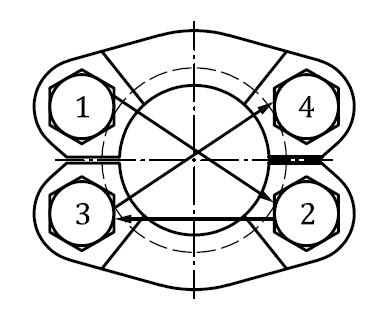
Figure 1 - Screw tightening sequence
2.5Torque ang mga screw sa han-ay nga gipakita sa Figure 1 sa duha o labaw pa nga mga pag-uswag sa girekomendar nga lebel sa tornilyo sa torque ug gamit ang may kalabutan nga mga gidak-on sa wrench sa lamesa 1 alang sa metric screw ug lamesa 2 alang sa pulgada nga screw.
Talaan 1 - Mga gidak-on sa torque ug wrench nga adunay metric screw alang sa pag-assemble sa mga koneksyon sa flange nga nahiuyon sa ISO 6162-2
| Nominal gidak-on | Maximum nagtrabaho pressure | Type 1 (metric) | ||||||||
| Screw Thread | Ang gitas-on sa screw mm | Torque sa tornilyo N.m | Wrench | O-singsing | ||||||
| MPa | bar | alang sa hexagon ulo screw mm | alang sa socket ulo screw mm | Code | Idiyametro sa kilid mm | Cross -seksiyon mm | ||||
| 13 | 42 | 420 | M8 | 30 | 32 | 13 | 6 | 210 | 18.64 | 3.53 |
| 19 | 42 | 420 | M10 | 35 | 70 | 16 | 8 | 214 | 24.99 | 3.53 |
| 25 | 42 | 420 | M12 | 45 | 130 | 18 | 10 | 219 | 32.92 | 3.53 |
| 32 | 42 | 420 | M12 | 45 | 130 | 18 | 10 | 222 | 37.69 | 3.53 |
| 38 | 42 | 420 | M16 | 55 | 295 | 24 | 14 | 225 | 47.22 | 3.53 |
| 51 | 42 | 420 | M20 | 70 | 550 | 30 | 17 | 228 | 56.74 | 3.53 |
| 64 | 42 | 420 | M24 | 80 | 550 | 36 | 19 | 232 | 69.44 | 3.53 |
| 76 | 42 | 420 | M30 | 90 | 650 | 46 | 22 | 237 | 85.32 | 3.53 |
Talaan 2 - Mga gidak-on sa torque ug wrench nga adunay pulgada nga tornilyo alang sa pag-assemble sa mga koneksyon sa flange nga nahiuyon sa ISO 6162-2
| Nominal gidak-on | Maximum nagtrabaho pressure | Type 2 (pulgada) | ||||||||
| Screw Thread | Ang gitas-on sa screw mm | Torque sa tornilyo N.m | Wrench | O-singsing | ||||||
| MPa | bar | alang sa hexagon ulo screw in | alang sa socket ulo screw in | Code | Idiyametro sa kilid mm | Cross -seksiyon mm | ||||
| 13 | 42 | 420 | 5/16-18 | 32 | 32 | 1/2 | 1/4 | 210 | 18.64 | 3.53 |
| 19 | 42 | 420 | 3/8-16 | 38 | 60 | 9/16 | 5/16 | 214 | 24.99 | 3.53 |
| 25 | 42 | 420 | 7/16-14 | 44 | 92 | 5/8 | 3/8 | 219 | 32.92 | 3.53 |
| 32 | 42 | 420 | 1/2-13 | 44 | 150 | 3/4 | 3/8 | 222 | 37.69 | 3.53 |
| 38 | 42 | 420 | 5/8-11 | 57 | 295 | 15/16 | 1/2 | 225 | 47.22 | 3.53 |
| 51 | 42 | 420 | 3/4-10 | 70 | 450 | 1 1/8 | 5/8 | 228 | 56.74 | 3.53 |
| 64 | 42 | 420 | - | - | - | - | - | 232 | 69.44 | 3.53 |
| 76 | 42 | 420 | - | - | - | - | - | 237 | 85.32 | 3.53 |
Oras sa pag-post: Ene-20-2022